
деревообрабатывающее оборудование для домостроения
Главное меню
Вы здесь
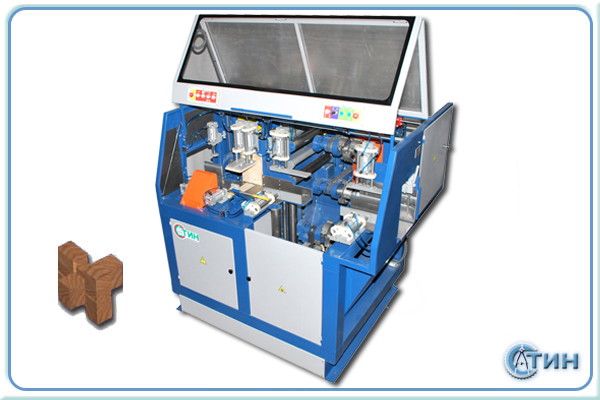
СТАНОК ЧАШКОРЕЗНЫЙ ФРЕЗЕРНЫЙ СЕРИИ ВКР-18Н
 Данная модель станка является глубокой переработкой станка ВКР-18, , которая после многочисленных модификаций уже не имеет с ним ничего общего. В станке уже интегрирован торцовочный узел, возможно оснащение его сверлильным и пазовальным узлами. Максимальные размеры сечения обрабатываемого бруса 250×250. Улучшен доступ к рабочей зоне станка и зонам настройки. Облегчен доступ для чистки и смазки. Возможна установка светильников освещение рабочей зоны станка.
Данная модель станка является глубокой переработкой станка ВКР-18, , которая после многочисленных модификаций уже не имеет с ним ничего общего. В станке уже интегрирован торцовочный узел, возможно оснащение его сверлильным и пазовальным узлами. Максимальные размеры сечения обрабатываемого бруса 250×250. Улучшен доступ к рабочей зоне станка и зонам настройки. Облегчен доступ для чистки и смазки. Возможна установка светильников освещение рабочей зоны станка.
Станок имеет минимум органов управления — для выполнения операции необходимо выбрать ее с помощью переключателя (кнопки) и запустить процесс обработки. После звершения операции станок отключится автоматически и перейдет в режим ожидания новой команды. Брус фрезеруется с четырех сторон в горизонтальной и вертикальной плоскости, заготовка фиксируется один раз перед началом операции с помощью пневмозажима (включается автоматически). Общее время фрезерования пазов на одной детали от 20 до 40 сек. в зависимости от установленной скорости подачи.
Изменение глубины врезания фрез горизонтального и вертикального суппорта осуществляется при помощи регулировочных винтов (возможно оснащение цифровыми индикаторами положения). Ширина фрезеруемого паза определяется шириной постава фрез. Время работы торцовочного узла 10-20 сек. Позиционирование детали относительно режущего инструмента станка производится по упорам, которые устанавливаются на рольгангах (поставляются отдельно). При проектировании станка предполагалось его использование в составе автоматической линии для изготовления деталей дома.
Со станком поставляется один комплект режущего инструмента (комплект наборных фрез, пильный диск с твердыми напайками для поперечного пиления, пазовая фреза и сверло при наличии соответствующих узлов). В комплекте со станком (без автоматической системы позиционирования) поставляется линейка с настраеваемым упором для позиционирования детали (бруса) внутри станка. При работе с ролгангом не устанавливается.

ПРИСПОСОБЛЕНИЯ ОПЦИИ И МОДИФИКАЦИИ:
Комплект инструмента со сменными пластинами из твердого сплава для фрезерного узла.
В базовой комплектации станок оснащается комплектом стальных дисковых фрез с плоскими вставными ножами, которым необходима периодическая заточка в процессе работы и повторная настройка вылета в корпусе фрезы, при этом фрезу необходимо снимать с вала фрезерного шпинделя. Данный комплект инструмента представляет собой четыре корпуса фрезы (на один вал. ширина бруса до 250мм),в качестве ножей используются сменные пластины из твердого сплава, расположенные в шахматном порядке. Пластины имеют 4 грани, что позволяет переворачивать их в случае затупления одной из граней, при этом не требуется какая-либо регулировка и снятие фрез с валов шпинделей.
Пневмопривод торцовочной пилы.
Привод подачи (подъема) торцовочной пилы может быть как электромеханическим (винт-гайка, частотно-регулируемый электродвигатель) так и пневмогидравлическим (пневмоцилиндр, гидродемпфер). Электромеханический привод подачи более приспособлен для работы при отрицательных температурах (до -20). Пневмогидравлический привод подачи позволяет сократить время выполнения операции торцевания за счет высокой скорости возврата в исходное положение, но при отрицательных температурах окружающего воздуха может работать существенно медленнее, вследствие замерзания масла в гидродемпфере.
Рольганг с откидными упорами
Рольганг с установленной на нем размерной линейкой,на которой фиксируются откидные упоры. Конструкция упоров обеспечивает необходимую точность позиционирования в течении длительного периода эксплуатации. Позиционирование и перемещение заготовки производится вручную по роликам рольганга. Шаг размерной линейки может быть произвольным. Линейка является съемной, что позволяет менять ее при переходе на другой шаг. Имеются упоры для позиционирования деталей внутри рабочей зоны станка.
Автоматическая система позиционирования детали (бруса)
Использование автоматической системы позиционирования детали позволяет значительно сократить время, которое расходуется на перемещение и позиционирование детали в станке вручную. Если учесть, что вес детали дома может достигать более 300кг задача становится еще и весьма трудоемкой. Использование системы позиционирования значительно сокращает время и трудозатраты при изготовлении строительных деталей деревянного дома.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Параметр | ВКР-18Н | ВКР-18Н1 |
|---|---|---|
| Максимальное сечение бруса, мм | 250х250 | |
| Минимальное сечение бруса, мм | 100х100 | |
| Установленная мощность привода, кВт | 39 | 45 |
| Одновременно включенная мощность привода, кВт | не более 18 | |
| Скорость рабочей подачи, м/мин | 0-2 | |
| Привод подачи торцовочной пилы и фрезерных суппортов | электромеханический частотно-регулируемый | |
| Привод подачи пазовальной фрезы и сверла | пневмо-гидравлический | |
| Частота вращения фрез горизонтального суппорта, обмин | 4000 | |
| Частота вращения фрез вертикального суппорта, обмин | 3100 | |
| Частота вращения торцовочной пилы, обмин | 1700 | |
| Частота вращения пазовальной фрезы, обмин | 4200 | |
| Частота вращения сверла, обмин | 1500 | |
| Диаметр сверла, мм | до 30 | |
| Диаметр торцовочной пилы, мм | 700х50 | |
| Фиксация заготовки | пневмозажим | |
| Вытяжной патрубок аспирации фрез./торц. ,Dмм | 250/100 | |
| Масса станка, кг | 2700 | 2850 |